Coated Fabric Market Projected to Achieve US$ 40.99 Billion by 2033
Global demand for advanced material solutions is driving the evolution of the Coated Fabric Industry. Key growth factors include the expanding use of technical textiles in automotive, aerospace, industrial safety, and architectural applications, along with the need for high-performance fabrics capable of maintaining durability and functionality under extreme thermal, mechanical, and chemical conditions.
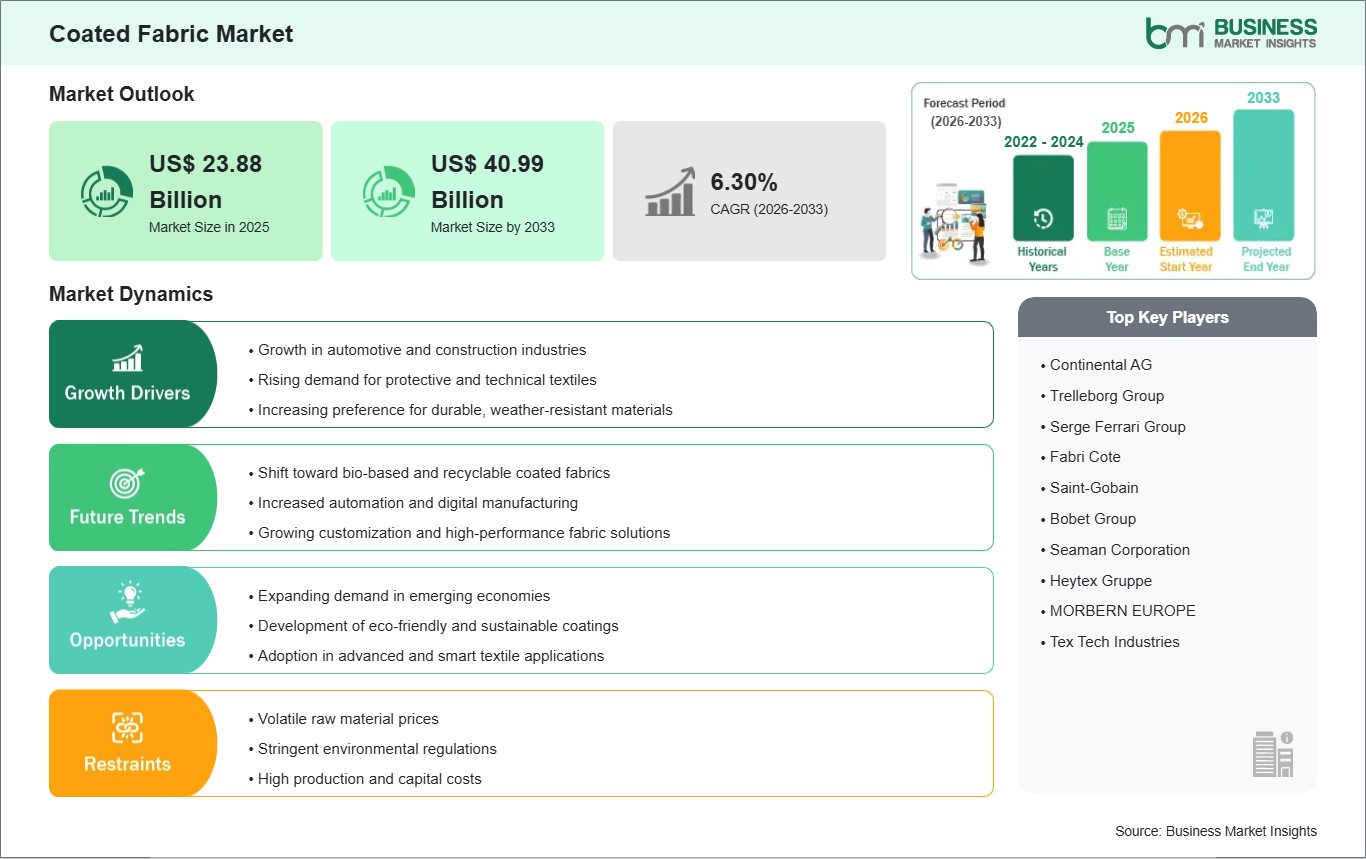
Business Market Insights projects the global Coated
Fabric Market to grow substantially, reaching US$ 40.99 billion by
2033 from US$ 23.88 billion in 2025. The market is expected to record a CAGR of
6.99% over the forecast period spanning 2026 to 2033.
Advancements in solvent-free polyurethane formulations,
specialized silicone coatings, and nanotech-boosted protective arrays are
fundamentally reshaping the competitive landscape. Global textile chemical
producers and multi-national composite manufacturers are heavily prioritizing
the development of volatile organic compound (VOC)-free coatings, bio-based
polymer alternatives, and lightweight yarn matrices to meet stringent
regulatory safety benchmarks and accelerate adoption across high-growth electric
vehicle (EV) and protective safety clothing lines.
What Is Coated Fabric?
Coated fabric encompasses an advanced category of highly
durable technical textiles engineered by applying a specialized liquid or
semi-solid compound such as a polymer, synthetic rubber, or resin elastomer
directly onto one or both sides of a woven, knitted, or non-woven fabric
substrate. This architectural integration merges the high tensile strength,
elasticity, and flexibility of the baseline textile substrate with the superior
water resistance, chemical resistance, abrasion barriers, and gas impermeability
provided by the protective outer coating compound.
Modern coated fabric manufacturing involves sophisticated
knife-over-roll, calendar coating, or extrusion coating techniques to ensure
exceptional interlayer adhesion and precise thickness tolerances. Substrates
typically consist of high-tenacity nylon, polyester, glass fiber, or aramid
yarns, which are permanently bonded to coating materials like polyvinyl
chloride (PVC), polyurethane (PU), polytetrafluoroethylene (PTFE), or liquid
silicone rubber. The resulting hybrid composite material provides multi-functional
protection against structural degradation, fluid penetration, flame spread, and
ultraviolet radiation, making it an essential engineering asset across extreme
industrial environments.
Download Sample Report: https://www.businessmarketinsights.com/sample/BMIPUB00032535
Market Drivers
A primary driver accelerating the global Coated Fabric
Industry is the continuous tightening of Automotive Safety and Interior
Standards. Modern transportation regulatory frameworks demand elevated safety
mechanisms, accelerating the volume consumption of premium nylon-based
substrates coated with silicone or high-grade polymers per vehicle for
deployment in airbags, side-curtain infill systems, and seat belt tensioners.
Furthermore, the rapid expansion of the electric vehicle (EV) sector is
prompting global automotive OEMs to source lightweight, ultra-durable,
bio-based polyurethane coated fabrics to optimize cabin weight while matching
the premium tactile feel of natural animal leather.
The institutional enforcement of rigid Workplace Safety and
Regulatory Compliance parameters serves as another vital market driver.
Occupational health frameworks across major economies strictly mandate the
utilization of specialized chemical protective clothing (CPC), arc-flash
garments, and heavy-duty flame-retardant apparel for personnel engaged in
hazardous environments such as petrochemical refining, chemical processing,
defense, and heavy metallurgy. This institutional framework ensures a steady, non-cyclical
procurement pipeline for high-performance rubber and polymer-coated industrial
apparel engineered to withstand corrosive liquid exposures and extreme
convective heat.
Additionally, the rapid expansion of commercial tensile
architecture, logistics container tarpaulins, and lightweight roofing membranes
is acting as a major volume driver. Rapid global urbanization and modern civil
engineering projects prioritize flexible, durable, weather-proof fabric
structures for sport stadiums, aviation hangars, and storage facilities.
High-performance PVC and PTFE-coated glass fiber fabrics are heavily favored in
these configurations due to their unique ability to span massive distances
under high tension while delivering long-term resistance to environmental
weathering and atmospheric pollutants.
Market Segmentation
By Material Type
- Polymer-Coated
Fabrics (Polyurethane (PU), Polyvinyl Chloride (PVC), Acrylic, PTFE
Coating Matrices)
- Rubber-Coated
Fabrics (Natural and Synthetic Rubbers, Neoprene, Nitrile, Silicone,
Hypalon)
- Fabric-Backed
Wall Coverings
By Application / End-Use Vertical
- Transportation
(Automotive Airbags, Seating Upholstery, Train Interior Trim, Marine
Coverings)
- Protective
Clothing (Chemical Protective Suits, Firefighting Turnout Gear, Medical
Hazmat Wear)
- Industrial
Applications (Conveyor Belts, Flexible Hoses, Industrial Tarpaulins, PTFE
Tapes)
- Architectural
& Construction (Tensile Roofing Membranes, Commercial Canopies, Awning
Fabrics)
- Aviation
& Defense (Inflatable Liferafts, Military Tents, Parachute Substrates)
The Transportation sector commands the dominant share of the
global coated fabric market by both volume and value, highly sustained by the
extensive, high-volume production of automotive airbags and premium heavy-wear
commercial seating upholstery. Concurrently, the Polymer-Coated Fabrics segment
captures the largest material category revenue block, driven by the exceptional
cost-efficiency, processing adaptability, and widespread utilization of
industrial PVC and PU-coated substrates across all major manufacturing
applications.
Regional Insights
- Asia-Pacific commands
the absolute largest and fastest-growing share of the global coated fabric
market, fueled by massive automotive manufacturing clusters operating
across China, India, Japan, and South Korea. The regional footprint is
heavily driven by rapid industrialization, expanding commercial
construction infrastructures requiring technical textiles, and proactive
regulatory efforts by domestic automotive OEMs to adopt bio-based PU
coatings over legacy materials.
- North
America represents an exceptionally high-value,
specification-driven market presence, strongly anchored by severe OSHA
occupational safety mandates and an expansive military-defense procurement
network requiring premium, fire-retardant, and blast-resistant
rubber-coated technical textiles across the United States.
- Europe maintains
a highly stable, premium market footprint, catalyzed by rigid European
Union environmental directives targeting volatile organic compounds and
hazardous plasticizers. This regulatory environment forces localized
chemical and fabric coating lines to aggressively transition toward
advanced, solvent-free waterborne coating formulations and recyclable
polymer composites.
- Middle
East & Africa and South & Central America are
demonstrating steady incremental volume growth, led by expanding
commercial logistics operations, heavy investments in oil and gas
industrial infrastructure requiring premium chemical barriers, and a
rising demand for high-strength architectural membranes to support major
urban development frameworks.
Top Players in the Coated Fabric Industry
The competitive marketplace features a highly consolidated
tier of diversified international material technology corporations, specialized
chemical coating enterprises, and technical textile conglomerates expanding
through strategic material formulations and regional distribution pipelines.
- Continental
AG
- Saint-Gobain
S.A.
- Trelleborg
AB
- Serge
Ferrari Group
- Freudenberg
Group
- Sioen
Industries NV
- Spradling
International, Inc.
- Low
& Bonar (Mehler Texnologies)
- OMNOVA
Solutions Inc. (Synthetics)
- Takata
Corporation (Joyson Safety Systems)
Technological Innovations
The strategic shift toward Solvent-Free Waterborne
Polyurethane and Green Coating Processes is fundamentally transforming modern
technical textile production. Historically, coating fabrics with polyurethane
or PVC relied heavily on organic solvents like dimethylformamide (DMF) or
methyl ethyl ketone (MEK), which generated significant volatile organic
compound (VOC) emissions during the curing cycle. Next-generation fabric lines
utilize advanced waterborne polyurethane dispersions (PUDs) and solvent-free
hot melt extrusion systems, eliminating dangerous process emissions while
achieving superior coating flexibility, peel strength, and hydrolysis
resistance.
Concurrently, material science laboratories are successfully
integrating Advanced Nanotech-Boosted Protective Layers into commercial coated
fabrics. By embedding precise matrices of carbon nanotubes, graphene oxide
platelets, or nano-scale metallic oxides directly into the polymer coating
compound before application, manufacturers can engineer smart fabrics that
exhibit extraordinary multi-functional properties. These advanced
nano-engineered surfaces deliver permanent anti-static attributes, superior localized
electrical conductivity, and high-level chemical defense without adding heavy
physical weight to the underlying fabric substrate.
Future Market Outlook
The future outlook for the Coated Fabric Market remains
exceptionally robust. As international manufacturing and transport systems
prioritize high-efficiency, sustainable composite materials to comply with
zero-carbon transition goals, the demand for highly specialized technical
coated textiles will steadily amplify, shifting from simple utility barriers
into highly advanced functional components.
Future research and development capital will be deeply
concentrated in the commercialization of fully recyclable mono-material coated
composites (where both the base textile substrate and the outer coating layer
are derived from the same chemical family to enable seamless melting and
recycling), the deployment of self-healing polymer matrices capable of
autonomously closing micro-tears caused by industrial abrasion, and the
development of bio-synthetic polymer inputs derived from agricultural
side-streams. Organizations that successfully deliver high-durability,
lightweight, hardware-compatible formulations pairing high chemical barrier
performance with minimized environmental footprints will comfortably command
long-term global market dominance.
Frequently Asked Questions (FAQs)
What makes the recycling of traditional polymer-coated
fabrics exceptionally difficult?
Traditional coated fabrics are multi-material hybrid
composites composed of highly distinct, tightly bonded layers, such as a
polyester textile base fused to a polyvinyl chloride (PVC) layer. Because these
components possess entirely different melting points and chemical
characteristics, separating them cleanly for mechanical recycling is difficult
and expensive, leading manufacturers to develop new mono-material alternatives
to improve sustainability metrics.
Why is silicone coating expanding rapidly in the
automotive airbag segment?
Silicone coatings offer exceptional thermal stability,
long-term degradation protection, and superior gas-tight sealing compared to
older material options. Airbags require immediate deployment via explosive
propellant charges, which generate extreme thermal pulses; silicone-coated
fabrics safely withstand these high-temperature blasts without tearing or
allowing critical inflation gases to leak through the fabric weave.
What is the core difference between polyurethane (PU) and
polyvinyl chloride (PVC) coated fabrics regarding performance?
Polyurethane (PU) coated fabrics offer superior flexibility,
a softer tactile feel, excellent low-temperature performance, and are easier to
formulate without hazardous plasticizers, making them ideal for premium
apparel, medical gear, and automotive seating. Polyvinyl chloride (PVC) coated
fabrics deliver significantly higher stiffness, exceptional oil and weather
resistance, and maximum cost-efficiency, making them the preferred choice for
heavy-duty industrial tarpaulins and commercial roofing membranes.
How do smart nanotechnology additives enhance industrial
protective clothing applications?
Nanotechnology additives (such as carbon nanotubes or silver
nanoparticles) are dispersed directly within the liquid coating layer to
provide consistent performance attributes that cannot wash out. These additions
grant fabrics permanent anti-static properties to prevent explosive static
sparks in petrochemical facilities, maximize chemical shielding capabilities
against hazardous solvents, and deliver continuous antimicrobial action for
medical first-responder environments.
Browse More Reports:
About Us
Business Market Insights is a market research platform that
provides subscription service for industry and company reports. Our research
team has extensive professional expertise in domains such as Electronics &
Semiconductor; Aerospace & Defense; Automotive & Transportation; Energy
& Power; Healthcare; Manufacturing & Construction; Food &
Beverages; Chemicals & Materials; and Technology, Media, &
Telecommunications.
Contact Us
If you have any questions about this report or would like
further information, please contact us:
Contact person: Ankit Mathur
Email: sales@businessmarketinsights.com
Phone: +16467917070



Comments
Post a Comment